在全球能源轉型與交通電動化浪潮洶涌澎湃的今天,電動汽車已成為重塑未來出行圖景的核心力量。續航焦慮、充電不便、設施分布不均等問題,尤其是對城市通勤主力——小型電動汽車而言,仍是制約其大規模普及的關鍵瓶頸。在此背景下,“幻電”概念及其配套技術的橫空出世,并非簡單的技術迭代,而是一場旨在徹底變革未來能源補給方式、開小型電動汽車行業先河的顛覆性創新。
“幻電”之“幻”,在于其構想之超前與實現路徑之精妙。它超越了傳統固定充電樁的物理局限,致力于構建一個動態、智能、高度便捷的能源補給網絡。其核心可能融合了無線充電、移動充電機器人、超快充換電一體化、甚至與車聯網(V2X)、智能電網深度協同的按需能源服務模式。對于小型電動汽車用戶,這意味著在寫字樓地下車庫、商場停車場、社區路側泊位等高頻場景中,車輛可在停放時自動完成無線補能;或通過預約,由敏捷的移動充電單元提供“上門服務”;在長途出行場景,集成超快充與模塊化換電功能的驛站,能在極短時間內完成能量補充。這種“能源隨手可得”的體驗,將從根本上消解用戶的里程焦慮,使電動出行變得如使用智能手機般輕松自然。
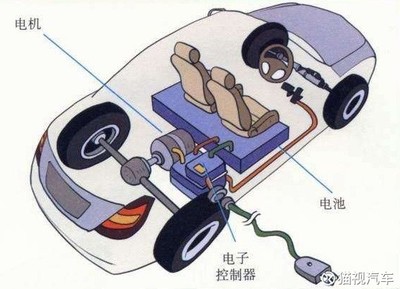
開小型電動汽車行業之先河,是“幻電”戰略的落腳點。小型電動汽車因其價格親民、身形靈巧、用車成本低,在城市化進程中擁有巨大的市場潛力,但其有限的底盤空間往往對電池容量構成約束,使得高效的能源補給方案尤為關鍵。“幻電”模式正是針對這一細分市場痛點量身打造。通過部署成本相對較低、布局靈活的無線充電墊或輕型移動補給設備,可以快速覆蓋高密度城市區域,形成網絡效應。這不僅能極大提升小型電動車的日常實用性與用戶滿意度,更可能催生新的商業模式,如“里程套餐訂閱”、“即用即付”的彈性能源服務,降低消費者的初始購車門檻和使用成本,從而加速小型電動汽車在全球,尤其是在新興市場的滲透率,真正激活這一龐大市場。
變革未來能源補給方式,則體現了“幻電”更宏大的產業與社會價值。它推動能源補給從“車找樁”的被動模式,轉向“樁找車”或“能源隨時在線”的主動、智能模式。這一轉變將與可再生能源發電(如太陽能、風能)的波動性形成更好協同,電動汽車的電池可作為分布式儲能單元,在電網負荷低時吸納綠電,在需求高峰時反向饋電,實現削峰填谷。“幻電”網絡作為智慧城市能源互聯網的關鍵節點,將促進交通與能源系統的深度融合,提升整體能源利用效率與電網穩定性,助力碳中和目標的實現。
幻電愿景的實現,面臨技術標準統一、基礎設施巨額投資、商業模式探索、安全監管等一系列挑戰。這需要產業鏈上下游企業、能源供應商、科技公司及政府部門的通力協作與長期投入。
總而言之,“幻電”不僅僅是一個技術概念,它代表了一種以用戶為中心、以智慧網絡為支撐的未來能源補給新范式。它精準切入小型電動汽車這一廣闊藍海,旨在通過極致的便捷性徹底改變人們的補能習慣,其成功實踐必將為整個電動汽車行業注入強勁動力,引領我們駛向一個更清潔、高效、智能的可持續出行未來。變革已啟,未來已來,幻電正勾勒出那幅激動人心的能源補給新圖景。